Hole Shape: All holes are not created equally, and the shape of the cutting tool directly impacts the shape of the resulting hole in the target material. SYNEO offers a variety of cutting tools to generate different hole shapes including round, oval and custom geometries. With over twenty years of development and manufacturing experience, SYNEO’s applications team will work with you to meet the specific needs of your project.
Tip Profiles: All holes are not created equally, and the style of cutting edge directly impacts the taped and shape of the resulting hole. SYNEO’s sharpening process provides for three cutting tip profiles: Inside, Centered, and Outside.
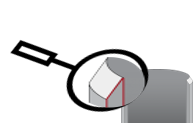
Inside cutting edge – Straight inside bore diameter and a taper on the outside diameter, yielding a cutting edge at the inside diameter of the punch.
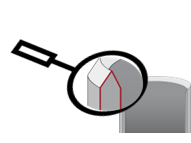
Middle cutting edge – Tapered the outside and inside diameter yielding a cutting edge in the middle of the punch wall.
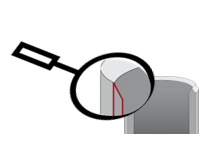
Outside cutting edge – Straight outside diameter and a taper on the inside bore diameter, yielding a cutting edge at the outside diameter of the punch.
Cutting Tool Product Series by Material:
C-Series | 304 Stainless Steel – SYNEO C-Series hard temper, stainless steel cutting tools are a cost-effective solution when applications require sharp edges or resultant holes as small as 0.006” (0.15mm) in diameter. SYNEO C-series punches are available in a wide range of gauge sizes and can be further modified to yield different inside diameters, wall thicknesses and tip configurations. When application requirements require increased increase durability and lubricity, the addition of titanium nitride (TiN) and titanium carbonitride (TiCN) coatings to the C-Series cutters.
B- Series | REX 76 Crucible Tool Steel – SYNEO B-Series uses highly engineered materials with precision manufacturing processes resulting in a robust line of cutters for braided catheter tubing applications. The B-series punches are available in a limited number of standard diameters or can be manufactured to meet specific requirements.
H-Series | 17-4 Stainless Steel – SYNEO H-Series cutting tools are furnace-hardened for maximum durability. This iron-chromium-nickel alloy couples high corrosion resistance with heat-treat capability for high strength. H-Series offer the best balance between cost and durability for automated punching, drilling and skiving applications with hole sizes greater than 0.020” (0.5mm).
T-Series | 465 Stainless Steel – SYNEO T-Series punches are furnace-hardened for maximum durability. These application-specific punches combine high strength, superior wear resistance and size availability to make them the practical choice for high-volume production or demanding applications.
Using SYNEO’s S3 Sales & Application Review process, SYNEO technical team members can assist in selecting the ideal cutting tool solution the first time.
Cutting Edge Coatings:
Titanium Nitride (TiN)
Titanium Nitride is the most common coating recommended in tubing punch applications. TiN coating bonds molecularly with the metal surface to prevent blistering, flaking or chipping while substantially reducing friction and increasing material hardness for increased tool life.
TiN is particularly well-suited for razor-sharp SYNEO cutting edges because the micro-thin coating (two to three microns or .001 inches) adds toughness and durability without compromising cutting edge sharpness.
TiN coating:
- typically extends tool life five to seven times beyond a non-coated cutting tool
- will not corrode, blister, flake or chip
- will not leave residue
- is non-toxic and FDA-compliant for use in medical instruments
Titanium Carbonitride (TiCN)
TiCN Coating is not as commonly used as TiN, however the TiCN coating can offer slightly higher hardness compared to TiN and can show a slightly lower friction coefficient in many applications. TiCN coating provides a harder, smoother finish than TiN, and is primarily used in applications where there is a demand for extreme edge wear resistance.
Similar to other types of cutting tools used to remove material, SYNEO punches will become dull after repetitive use. Factors affecting the durability of these tools are specific to your manufacturing process but could include the following:
- Impacted material characteristics such as material composition, durometer, and wall thickness.
- Impregnated polymers and or use of radiopacific fillers in polymer material can adversely impact punch life.
- Drill speeds, feed rates or punch impact rates utilized in the manufacturing process
- Higher RPM drill speeds, feed rates and punch impact frequency rates can adversely impact punch life
- –Durometer of beading or internal tubing support utilized in the manufacturing process
- Punching and or drilling deep into the sacrificial beading can negatively impact punch life. Scoring the surface of the beading as opposed to penetration is recommended as this promotes increased life for both the cutting tool and beading.
- Tool fixturing characteristics
- Maintaining concentric and stable positioning presentation to the tube/material being processed can limit opportunities of excessive wear.
- Methods of inspection and handling
- Utilizing inspection and handling practices that ensure non-contact of the cutting edge can reduce potential for punch damage or unintended excessive wear.
- Tip configuration
- Correct tip selection is essential for a clean cut and to minimize the wear of the cutting edge.